我们的【洞头 异型管异型方管厂家售后完善】视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:【洞头 异型管异型方管厂家售后完善】的图文介绍
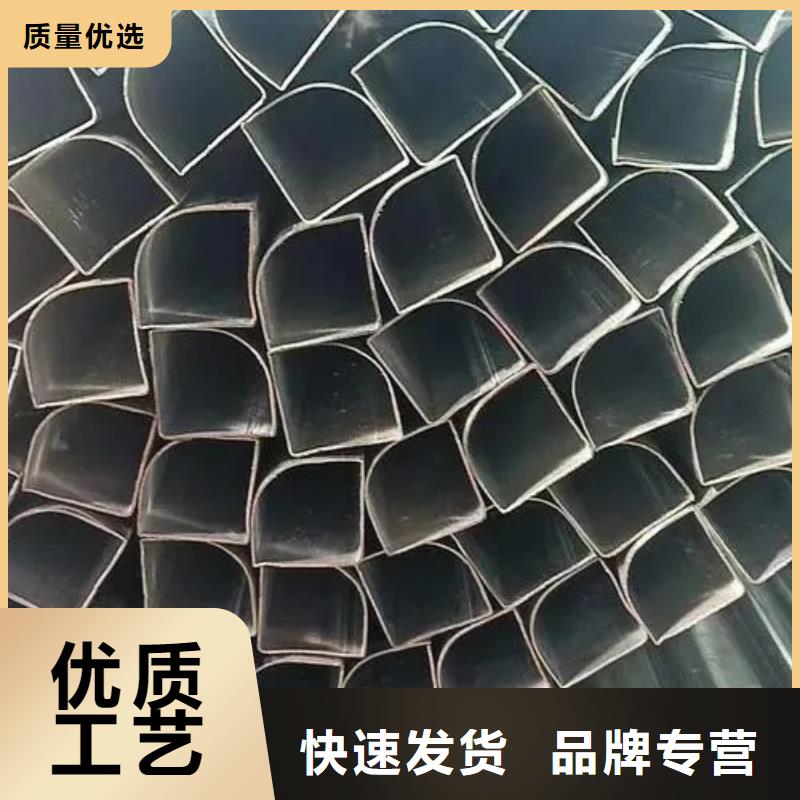
乐道精密钢管厂家有限公司于2017年正式注册成立,注册资本300万元。位于洞头经济区,是一家设计、生产、销售 洞头D形钢管、为一体的制造型企业。公司现有专业的设计及生产团队,全面完善的制作工艺,大幅提高了 洞头D形钢管、产品的生产效率和质量。我们致力于以专业的制作和完善的质量以及售后,满足广大客户要求,欢迎来厂参观考察!


洞头异型管和无缝钢管的区别:
1洞头异型管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2洞头异型管是近聊城异形钢管厂几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度
洞头异型管的分类:
洞头异型管资料制作的脚手架有扣件式钢管脚手架、碗扣式钢管脚手架、异形钢管、承插式钢管脚手架、门式脚手架,还有各式各样的里脚手架、挂挑脚手架以及其它钢管资料脚手架。
在这个洞头异型管非常常见的工艺检测方法有以下几种:
洞头异型管反复弯曲试验:将试样一端夹紧。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;
洞头异型管顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;



洞头异型管变形主要是焊缝收缩力大于母材强度造成的。
【1】洞头异型管只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。
【2】洞头异型管采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
【3】洞头异型管有对称的两条、四条焊缝的,从一端开始焊,采用对称越前法两条交错焊。比方: 次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了。 异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包异型钢管制成方形管然后剪切成需要长度。一般是50根每包。又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J1、镀锌方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、镀锌方矩管的弯曲度每米不得大于2mm,异型钢管长度的0.15%。3、镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于异型钢管产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的11%。



洞头异型管可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。
因此,洞头异型管以轧制方法生产为主。在现代化的轧钢生产中,使用 轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下。
这样就需要在 机架后设置轧边端机,俗称轧边机,洞头异型管以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组。



为了避免呈现微泄漏,煤气炉维修应坚持氢气的正压,维持正常的请求。
洞头异型管热处理一般是以固溶热处理,因为它通常被称为“退火”,1040- 1120℃温度范围(日本标准)。你也可以看看退火炉孔,应白炽状态退火带的不锈钢异形管,但没有表现出软化下垂。
洞头异型管一方面,检查炉体材料可以干,先装炉,炉体数据必须干燥;一方面为不锈钢异形管炉可将剩余的水,特别是如果有一个以上的漏水孔管,不要去,如果你把炉子气氛破坏。
洞头异型管光亮退火炉应封闭,与外界空气隔离;使用氢作为维护的气,只要一口连通。检查与关节间隙在退火炉肥皂和水的方式,看看你是否能跑气;容易跑气是中央管退火炉在中央和中央管,密封圈中央特别容易磨损,应经常检查经常改变。





 扫一扫
扫一扫